
軸承的安裝是否正確直接影響軸承使用時的精度、壽命和性能。
軸承安裝技巧

1利用銅棒和手工錘擊安裝
這是安裝中小型軸承的一種簡便方法。當軸承內圈為緊配合,外圈為較松配合時,將銅棒緊貼軸承內圈端面,用錘直接敲擊銅棒,通過銅棒傳力,將軸承徐徐裝到軸上。
軸承內圈較大時,可用銅棒沿軸承內圈端面周圍均勻用力敲擊,切忌只敲打一邊,也不能用力過猛,要對稱敲打,輕輕敲打慢慢裝上,以免裝斜擊裂軸承。
2利用套筒安裝
此法與利用銅棒安裝軸承道理相同。它是將套筒直接壓在軸承端面上(軸承裝在軸上時壓住內圈端面;裝在殼體孔內時壓住外圈端面),用手錘敲擊力能均勻地分布在安裝的軸承整個套圈端面上,并能與壓力機配合使用,安裝省力省時,質量可靠。安裝所用的套筒應為軟金屬制造(銅或低碳鋼管均可)。
若軸承安裝在軸上時,套筒內徑應略大于軸頸1-4mm,外徑略小于軸承內圈擋邊直徑,或以套筒厚度為準,其厚度應制成等于軸承內圈厚度的2/3-4/5,且套筒兩端應平整并與筒身垂直。若軸承安裝在座孔內時,套筒外徑應略小于軸承外徑。
3壓力機壓入法
安裝壓力應直接施加于過盈配合的軸承套圈端面上,否則會在軸承工作表面上造成壓傷,導致軸承很快地損壞。
4加熱安裝
對于安裝過盈量較大的軸承或大尺寸軸承,為了便于安裝,可利用熱脹冷縮原理,將軸承在油箱中加熱后用銅棒、套筒和手錘安裝。加熱時溫度一般控制在100℃以下,80-90℃較為合適。
溫度過高時,易造成軸承套圈滾道和滾動體退火,影響硬度和耐磨性,導致軸承壽命降低及過早報廢。
軸承與軸的配合一般為過渡配合,座圈與軸承座孔的配合一般為間隙配合。雙向軸承的中軸圈應在軸上固定,以防止相對于軸轉動。軸承的安裝方法,一般情況下是軸旋轉的情況居多,因此內圈與軸的配合為過盈配合,軸承外圈與軸承室的配合為間隙配合。
安裝軸承時,要先將千分表固定于箱殼端面,使表的觸頭頂在軸承軸圈滾道上邊轉動軸承,邊轉動邊觀察千分表指針,若指針偏擺,說明軸圈和軸中心線不垂直。如果箱殼孔較深時,亦可用加長的千分表頭檢驗。這是個很好的檢驗軸圈和軸中心線垂直度的方法。
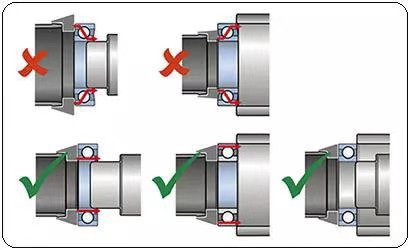
軸承安裝裝反了,不僅軸承工作不正常,且各配合面會遭到嚴重磨損。由于軸圈與座圈和區別不很明顯,裝配中應格外小心,不能裝反。
安裝正確的時候應當是其座圈能自動適應滾動體的滾動,確保滾動體位于上下圈滾道。除此之外,軸承的座圈與軸承座孔之間還應留有0.2—0.5mm的間隙,用以補償零件加工、安裝不精確造成的誤差,當運轉中軸承套圈中心偏移時,此間隙可確保其自動調整,避免碰觸摩擦,使其正常運轉。否則,將引起軸承劇烈損傷。

正確安裝軸承不僅可以延長軸承的使用壽命,降低成本,還可以大大提高生產效益。所以,學習正確的軸承安裝和拆卸知識刻不容緩。
安裝時的注意事項
01
對于間隙配合的軸承圈,建議在配合面涂一層薄薄的防蠕動腐蝕劑,以防配合面之間產生摩擦腐蝕。
02
安裝時對軸承施加的作用力,絕不可通過滾動體從一個軸承圈傳遞到另一個軸承圈,否則可能會對滾道造成損壞。但在任何情況下,都不可以直接敲擊軸承圈、保持架、滾動體或密封件。
03
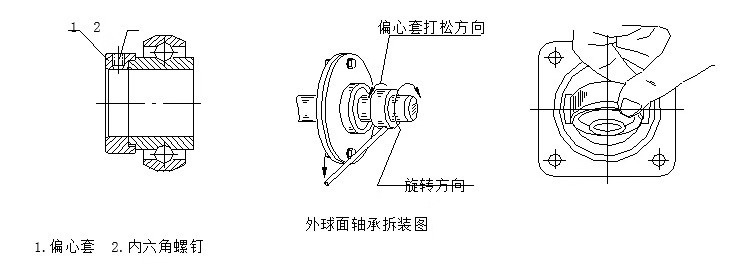
裝偏心套。先將偏心套套在軸承內套的偏心臺階上,并用手順軸的旋轉方向擰緊,然后再將小鐵棍插入或頂住偏心套上的沉孔,用手錘順軸的旋轉方向敲擊小鐵棍,使偏心套安裝牢固,最后鎖緊偏心套上的內六角螺釘。
04
固定軸承座的螺栓先不要擰緊,要讓軸承外套在軸承座內能轉動。再將軸承座螺栓緊固好。同樣裝好同一根軸上的另一端軸承和座,將軸轉動幾圈,讓軸承本身自動找正位置后。
05
在軸承座與軸承配合面涂潤滑油,把軸承裝入軸承座內。然后將裝配好的軸承與軸承座一起套在軸上,推至所需位置處進行安裝。
軸承拆卸方法
1. 軸承上帶有偏心套時先擰松偏心套上鎖緊螺釘,然后用小鐵棍插入或頂著偏心套上的沉孔,逆著軸的旋轉方向打松偏心套(見圖)。
2. 擰掉固定沖壓軸承座的螺栓,并將軸承和軸承座從軸上卸下。在拆卸軸一端的軸承座之前,應將軸另一端的軸承螺栓松開,以免軸承損壞。
備注:軸承的鎖緊螺絲與鎖緊套工作時間長了都會松動,必須定期檢查鎖緊
